| উৎপত্তি স্থল: | চীন |
|---|---|
| পরিচিতিমুলক নাম: | Yushun |
| সাক্ষ্যদান: | ISO 9001 |
| মডেল নম্বার: | কাস্টমাইজড |
| ন্যূনতম চাহিদার পরিমাণ: | 1 |
| মূল্য: | Negotiated |
| প্যাকেজিং বিবরণ: | কাঠের কেস প্যাকিং বা নগ্ন প্যাকিং |
| ডেলিভারি সময়: | 30 দিন |
| পরিশোধের শর্ত: | টি / টি, এল / সি |
| যোগানের ক্ষমতা: | 1 সেট 30 দিন |
| নাম: | ইস্পাত পণ্যের জন্য 30t/H ক্যাপাসিটি ওয়াকিং বিম টাইপ রিহিটিং ফার্নেস | সবিস্তার বিবরণী: | 30t / ঘঃ |
|---|---|---|---|
| আদর্শ: | গরম রোলিং মিল | আবেদন: | ইস্পাত ঘূর্ণায়মান লাইন |
| কাঁচামাল: | বিলিটস | রঙ: | কাস্টমাইজড |
| আয়তন: | কাস্টমাইজড | ভোল্টেজ, বৈদ্যুতিক একক বিশেষ: | উত্পাদন উপর নির্ভর করে |
| বিশেষভাবে তুলে ধরা: | 30t/h হাঁটা মরীচি টাইপ reheating চুল্লি,30t/h হাঁটা beam reheating চুল্লি,iso হাঁটা beam টাইপ reheating চুল্লি |
||
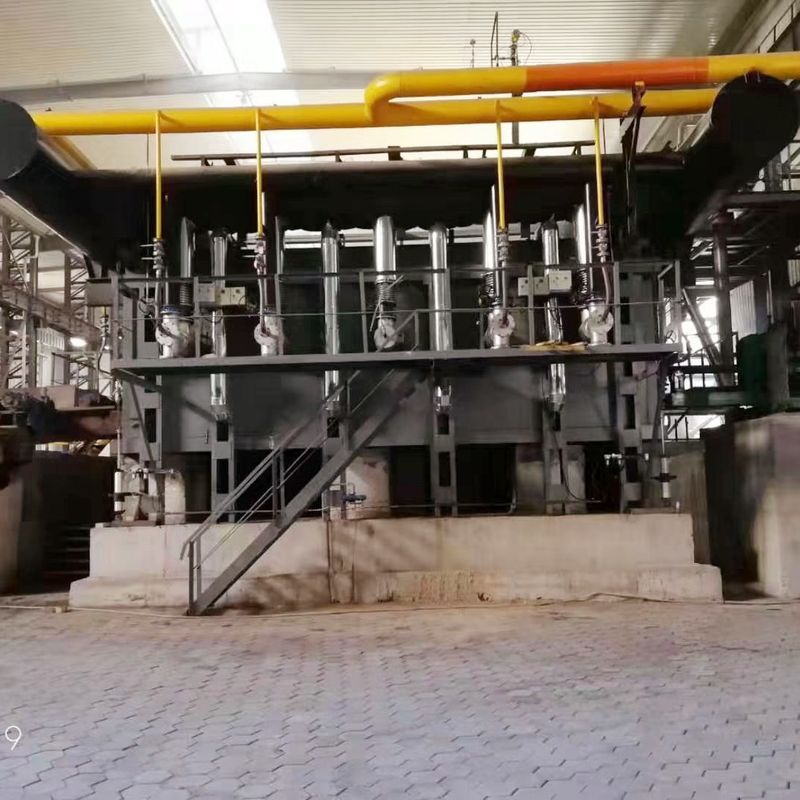
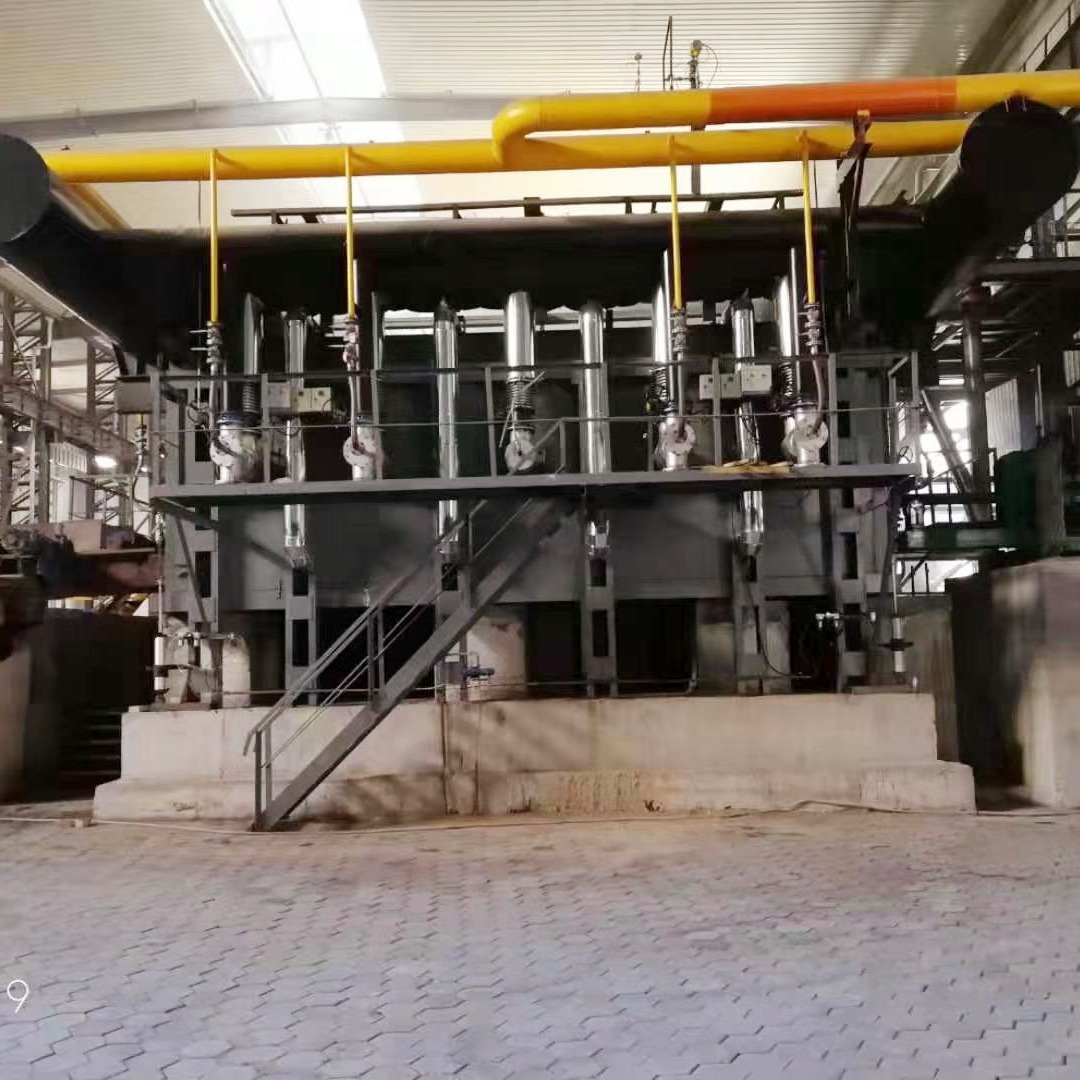
ইস্পাত পণ্যের জন্য 30t/H ক্যাপাসিটি ওয়াকিং বিম টাইপ রিহিটিং ফার্নেস
![]()
চুল্লি প্রক্রিয়া বর্ণনা পুনরায় গরম করা
পূর্বনির্ধারিত উত্পাদন পরিকল্পনা অনুসারে পুনhe উত্তাপের চুল্লিতে সীমলেস স্টিলের টিউব পাঠানো হয় এবং স্টিল টিউবগুলির প্রাথমিক তথ্য পুনরায় গরম করার চুল্লির কম্পিউটার সিস্টেমে ইনপুট হয় এবং কম্পিউটার চুল্লি প্রক্রিয়া নিয়ন্ত্রণ করে এবং ট্র্যাক করে।
চুল্লিতে খাওয়ানোর জন্য ইস্পাত নলটির দৈর্ঘ্য চুল্লির বাইরে চার্জিং রোলার টেবিলে পরিমাপ করা হয় (বা উপকরণের ব্যাচের দৈর্ঘ্য ম্যানুয়ালি ইনপুট করা হয়) এবং এটি নিশ্চিত হয় যে চার্জিং রোলারে কোনও উপাদান নেই চুল্লির ভিতরে টেবিল, চুল্লির দরজা খোলা হয়, চুল্লির বাইরে এবং চুল্লির ভিতরে চার্জিং রোলার টেবিল একই সময়ে ঘোরায় এবং স্টিলের নলটি চুল্লিতে খাওয়ানো হয়।চুল্লিতে রোলার টেবিলের গতি এবং চলার সময়টি ফোটোসেল দ্বারা নিয়ন্ত্রিত হয়, যাতে চুল্লিতে ইস্পাত নলটি সঠিকভাবে রোলার টেবিলে স্থাপন করা হয় এবং তারপরে চুল্লির দরজা বন্ধ থাকে।
চার্জিং রোলারে স্থাপিত স্টিলের পাইপটি চার্জিং এন্ড থেকে ডিসচার্জিং এন্ডে স্থানান্তরিত হয় অস্থাবর বিমের পারস্পরিক ক্রমাগত চলাফেরার মাধ্যমে।যখন স্টিলের পাইপ স্রাব রোলারে পাঠানো হয়, এটি পূর্বনির্ধারিত প্রক্রিয়া পদ্ধতি অনুসারে সেট তাপমাত্রায় উত্তপ্ত করা হয়েছে।এই সময়ে, ডিসচার্জিং ফার্নেসের দরজা খোলে, ডিসচার্জিং রোলার ঘোরে, স্টিলের পাইপটি পরবর্তী প্রক্রিয়ায় বাহিত হয় এবং চুল্লির দরজা বন্ধ থাকে।
স্বাভাবিক উৎপাদনের উপরোক্ত প্রক্রিয়াটি হল পিএলসি সিকোয়েন্স, চেইন, অটোমেটিক কন্ট্রোল, এছাড়াও সেমি-অটোমেটিক এবং ম্যানুয়াল ফাংশন রয়েছে।
লোডিং এবং ডিসচার্জিং প্রান্তটি চুল্লিতে লোডিং এবং ডিসচার্জিং এলাকা পর্যবেক্ষণ করতে শিল্প টিভিতে সজ্জিত।
বিম চুল্লি হাঁটার উত্পাদন প্রক্রিয়া
ফিডিং রোলার টেবিলের সামনের অংশ → ওজন → দৈর্ঘ্য পরিমাপ the খাওয়ানোর রোলার টেবিলের অবস্থান the খাওয়ানোর চুল্লির দরজা খোলা → হাইড্রোলিক স্টিল পুশার b বিলেট প্রস্থ পরিমাপ → বিলেট ওয়াকিং বিমের অবস্থান → যান্ত্রিক সরঞ্জাম (হাইড্রোলিক সহ প্রক্রিয়া নকশা অনুযায়ী গরম চুল্লি সরানোর সিস্টেম)।বিলেটটি হিটিং প্রক্রিয়ার প্রয়োজনীয়তা অনুযায়ী চুল্লিতে উত্তপ্ত করা হয় → বিলেটটি লেজার ডিটেকশন পয়েন্টের মাধ্যমে স্থাপন করা হয় → স্টিলের সংকেত প্রয়োজন হয় → স্রাবের চুল্লির দরজা উঠে যায় → ইস্পাতটি স্টিল ধারক দ্বারা নেওয়া হয় → বিলেটটি স্থাপন করা হয় ডিসচার্জ রোলার → চুল্লির দরজা বন্ধ → ডেস্কালিং এবং রোলিং।
30t/h হাঁটা রশ্মি reheating চুল্লি প্রযুক্তিগত স্পেসিফিকেশন
| না। | নাম | ইউনিট | মান |
| ঘ | চুল্লির ব্যবহার | বিদ্ধ বিলেট পুনরায় গরম করা | |
| 2 | বিদ্ধ বিলেটের স্রাবের সময়কাল | টুকরা/মিনিট | 2 |
| 3 | তাপমাত্রা নিষ্কাশন | ℃ | 900 ~ 950 |
| 4 | চার্জিং তাপমাত্রা | ℃ | 600 ~ 700 |
| 5 | জ্বালানীর ধরণ | বিস্ফোরিত চুল্লি গ্যাস: 750 × 4.18KJ/মি3 | |
| 6 | রেট ইউনিট খরচ | মি3/টি | 200 |
| 7 | বিস্ফোরণ চুল্লি গ্যাস পরিমাণ | মি3/ঘ | 6000 |
| 8 | সর্বোচ্চগ্যাস সরবরাহ | মি3/ঘ | 7200 |
| 9 | বায়ু | মি3/ঘ | 5600 |
| 10 | বায়ু preheating তাপমাত্রা | ℃ | 450 |
| 11 | গ্যাস preheating তাপমাত্রা | ℃ | 300 |
| 12 | স্টেপিং পিরিয়ড | এস | 20 |
| 13 | স্টেপ পিচ | মিমি | 200 (সর্বোচ্চ) |
| 14 | উত্তোলন | মিমি | 100+100 |
| 15 | ধোঁয়া ক্লান্তিকর প্রকার | যান্ত্রিক ধোঁয়া ক্লান্তিকর |
| শর্ত: | নতুন |
| প্রকার: | গরম করার চুল্লি |
| মূল উপাদানগুলির ওয়ারেন্টি: | 1 বছর |
| মূল উপাদান: | ভারবহন, গিয়ারবক্স, মোটর, গিয়ার |
| ভোল্টেজ, বৈদ্যুতিক একক বিশেষ: | প্রকৃত অবস্থা অনুযায়ী |
| শক্তি: | আলোচনা হয়েছে |
| মাত্রা (L*W*H) | কাস্টমাইজড |
| স্পেসিফিকেশন: | 50t/h-200t/h |
| আউটপুট: | আলোচনা হয়েছে |
| বিক্রয়োত্তর সেবা প্রদান: | মাঠ ইনস্টলেশন, কমিশন এবং প্রশিক্ষণ, মাঠ রক্ষণাবেক্ষণ এবং মেরামতের পরিষেবা |
| প্রযোজ্য শিল্প: | উৎপাদন কারখানা, নির্মাণ কাজ |
| আবেদন: | ইস্পাত শিল্প |
| রঙ: | কাস্টমাইজড |
| বিলেটের আকার: | কাস্টমাইজড |
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
প্যাকেজিং বিবরণ: কাঠের কেস প্যাকিং বা নগ্ন প্যাকিং
বন্দর: তিয়ানজিন
অগ্রজ সময়:
| পরিমাণ (সেট) | 1-1 | > 1 |
| আনুমানিক সময় (দিন) | 30 | আলোচনা করতে হবে |
স্পেসিফিকেশন